
Rain Carbon:
LES EDWARDS , MAIA HUNT, PETER WEYELL, JULIA NORD
Aluminerie Alouette:
JULES COˆTE´ , PATRICK COULOMBE, NADIA MORAIS
摘要
Alouette原铝冶炼厂是美洲最大的铝冶炼厂,年产量为 63万吨。在本项合作研究中,Rain carbon使用大量的一次排放数据进行了详细的产品碳足迹分析,以确定Alouette冶炼厂排放的完整分析,涉及从摇篮到大门的全过程。2019年,Alouette冶炼厂每吨铝的总碳足迹为3914千克CO2e/t铝(范围1、2和3排放),范围1和范围2的排放量为1835千克CO2e/t铝。利用国际铝协(IAI)和GaBi专业数据库开发的参考数据集,将建模结果与全球平均值和加拿大平均值冶炼厂的建模结果进行比较。Alouette冶炼厂的碳足迹比世界平均冶炼厂低76%,比加拿大平均冶炼厂低25%。对于范围3排放量,降低碳足迹的主要因素,是供应的氧化铝和煅烧石油焦的排放量降低。目前,Alouette冶炼厂的碳排放量位居世界最低之列,随着阳极焙烧炉从燃油转向天然气,以及氧化铝供应商精炼厂转向液化天然气,碳排放量将进一步减少。

引言
原铝生产是一个能源密集型过程,当前冶炼厂的电耗在12-16 kWh/kg铝(直流电)范围内,这取决于电解槽的技术和效率。当这些冶炼厂的电力以煤炭为基础时,总温室气体排放量大大高于使用可再生能源发电(如水力发电)的冶炼厂。最近的一篇论文1强调了铝行业在减少全球温室气体排放方面面临的挑战,因为目前超过60%的冶炼能力使用燃煤发电。在世界不同地区,吨铝二氧化碳排放当量在5–20t之间,具体取决于采用的主要能源。国际铝协(IAI)网站有大量关于这个主题的其它信息,包括最近一篇题为“2050年全球铝业温室气体减排路径”的报告2。
随着对可持续性的日益关注,“低碳铝”一词现在已被普遍使用,但该行业尚未明确定义其含义的标准。应注意,该术语适用于工艺流程,而不适用于产品。Carbon Trust碳信用公司于2020年发布的一篇论文3讨论了铝生产商用于标记低碳铝的不同方法,其中最常见的阈值,是范围1(冶炼厂的直接排放)和范围2(发电的间接排放)的排放不超过4t CO2(e)/t铝。其它间接排放(范围3),例如,由于上游生产原材料及其运输至铝冶炼厂,未统一包括在内。从长远来看,Carbon Trust碳信用公司建议报告冶炼厂铸造车间的范围1、2和3排放量,并完全量化从摇篮到铸造过程的碳足迹。本文支持这一建议,认为这是铝行业的最佳的碳排查方法,能清晰地反映出铝行业的减排重点和低碳路径。
为了突出标签中包含的不同范围,以下列出了一些用于可再生能源冶炼厂生产的原铝的品牌名称,涉及的碳排放量小于4 t CO2e/t铝:
REDUXA®(海德鲁铝业,范围1、2和3);ECOLUM™ (美铝,范围1和2);RenewAl™ (力拓,范围1和2);ALLOW(俄铝,范围1与2);Natur Al™ (世纪铝业,范围1、2和3)和CelestiAl(阿联酋全球铝业,未定义范围)。伦敦金属交易所(LME)最近(2021 10月)推出了一个称为“LME护照”的体系4,该体系为进出LME仓库的金属签发电子分析证书。LME数字护照将允许在自愿的基础上存储与产品有关的额外信息,例如铝的碳足迹。
在以往的文献5-8和国际铝协的官网,可以看到对冶炼厂从摇篮到大门的排放量进行估算的案例。在这些先前的研究和公布的碳足迹中,不同类别的温室气体排放(范围1-3)的处理方式不同,特别是对于低碳铝生产商而言。范围1和范围2的排放量,根据主要工艺数据或IAI发布的数据进行评估7-8。如果包括范围3排放,所用数据可能因研究而异。对于铝土矿开采和氧化铝生产,也使用主要工艺数据或IAI数据。当涉及到碳阳极时,大多数研究都依赖于通用的、公开可用的数据7、8,包括所有相关的上游业务。这可能导致在确定碳阳极对总碳足迹的贡献时出现错误。就燃煤冶炼厂而言,阳极在总碳足迹方面的作用较小(<5%), 但是,对于水力发电冶炼厂而言,阳极的生产起着更重要的作用(10-14%)9。
本论文的目的,是根据ISO 14067,利用大量原始的实际的工艺数据,展示Aluminerie Alouette冶炼厂详细的从摇篮到大门的产品碳足迹研究结果。位于魁北克的Alouette铝冶炼厂,是美洲最大的铝冶炼厂,2021年产量为62.9万吨。该冶炼厂有一个阳极工厂,自产预焙阳极。该公司使用水电能源,已经运行了30年,并在行业绩效比对中处于领先水平。该研究的建模工作,由Rain Carbon公司(RC)可持续性和生命周期评估小组进行。
Alouette的氧化铝大部分来自巴西的Alunorte精炼厂,该精炼厂采用可再生能源发电和联合发电相结合的方式。RC是Alouette的主要碳原料供应商,拥有大量生产煤焦油沥青(CTP)和煅烧石油焦(CPC)产品的主要工艺数据。Alouette是一家生产低碳铝的理想案例。本文将讨论Alouette进一步降低其碳足迹的机会。
铝的碳足迹标准概述
目前,对碳足迹有不同的定义,涉及多项标准。Carbon Trust碳信用公司3的描述较为全面,即:“个人、事件、组织或产品直接或间接造成的温室气体排放总量,表示为CO2e”。在比较碳足迹时,已经发布了不同的国际标准,主要关注企业和产品碳足迹(例如温室气体协议10、ISO 1406411,和ISO 1406712)。除了这些通用标准外,还制定了具体的行业标准,包括《铝行业温室气体协议》13、《铝业管理倡议ASI绩效标准》14和《铝碳足迹技术支持文件》)15。近期,ASI绩效标准进行了更新(2022年5月),并建议在核算冶炼厂GHG排放量时包括范围1、2和3排放量。标准中使用的术语是矿山到金属GHG排放强度,这符合Carbon Trust(碳信用)的建议,并与本研究中采用的方法相一致。
讨论温室气体排放时的一个常见做法,是不同范围的概念。根据《温室气体议定书》10,温室气体排放量按表1分类。然而,这一范围概念主要用于公司层面的碳足迹报告。对于产品碳足迹,更常见的方法,包括生命周期阶段方法(从材料获取和预处理到产品报废)(图1),也是产品温室气体议定书的基本概念,以及“产品碳足迹”的ISO标准(ISO 14067)12。两种方法的关系如图1所示。
表 1从铝生产的角度定义范围1、范围2和范围3排放
|
|
定义 |
铝生产包括的内容 |
|
1 |
报告公司拥有或控制设施的直接GHG排放源 |
•物理或化学处理(铝电解、阳极焙烧)产生的排放 •现场通过燃料燃烧产生的能源(如电力、蒸汽)排放 |
|
2 |
与购买电力、热量或蒸汽的生产相关的间接GHG排放 |
•从第三方购买的发电过程的排放量 |
|
3 |
间接GHG排放是报告公司业务活动的结果,但源头为另一家公司拥有或控制。 |
•公司所用原材料上游生产的排放物(例如氧化铝、煅烧石油沥青、煤焦油沥青) •产品、材料和废物的外部运输排放 |
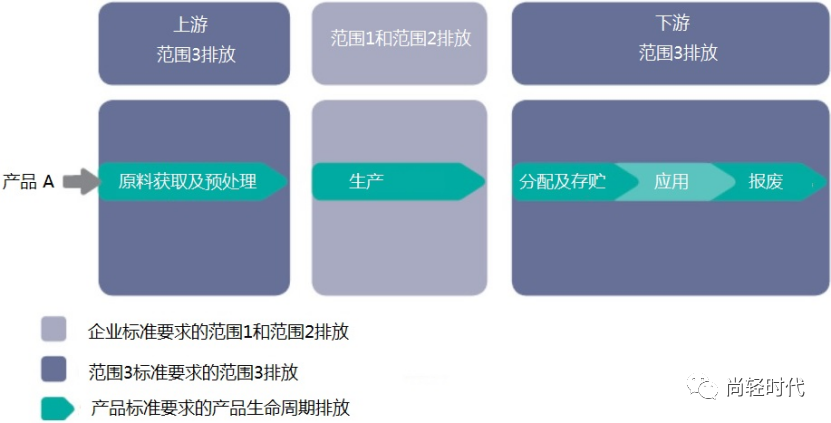
图1 GHG报告范围与产品碳足迹生命周期方法之间的关系
本研究根据ISO 1406712,进行,因此遵循生命周期阶段方法。然而,为了便于与其它研究进行比较,排放物被进一步分类为范围1、2和3。Sphera在一次关键的外部审查中独立验证了本文所述结果符合ISO 14067标准17。
Alouette原铝冶炼厂(图2)位于魁北克省Sept Iles。一期项目于1992年投产,配备单条生产线,包括AP30电解槽、一个阳极厂和一个焙烧炉。二期扩建工程于2005年竣工并投入使用,其中包括第二条AP30电解槽和第二座焙烧炉。该冶炼厂由股东组成的财团拥有,包括奥地利金属公司(20%)、海德鲁铝业(20%),魁北克投资公司(6.67%)、丸红金属矿产公司(13.33%)和力拓公司(40%)。该冶炼厂目前正在将其电解槽转换为AP40电解槽(到2021年底完成75%),并将于2023年初全部转换。目前,两条电解生产线的运行电压均为395 kA,由于该冶炼厂自产预焙阳极,因此与阳极生产相关的排放包含在范围1中。
 图2 魁北克Sept lies Alouette铝冶炼厂
图2 魁北克Sept lies Alouette铝冶炼厂
作为AP40电解槽设计变更的一部分,Alouette在2020/2021期间为电解槽外层安装了强制冷却系统18。这一实施对冶炼厂的运营稳定性产生了一些影响,因此2019年被选为碳足迹研究的基准年。2019年,Alouette冶炼厂的运营功率为384.3 kA,平均能耗为13.25 DC MWh/t,电流效率为91.6%,净碳消耗(NCC)为0.4215 t/t铝。阳极长1550 mm,电解槽没有配备磁补偿回路。该冶炼厂使用魁北克水力(Hydro Quebec)发电厂的水力发电,相应的碳足迹为0.0005 kg CO2e/kWh19。
除了基准能耗外,Alouette以低槽电压运行。CF4和C2F6是强效的温室气体,自20世纪90年代初投产以来,Alouette已将这些排放量减少了30%以上。该冶炼厂以大铝锭的形式生产原铝产品,铝锭平均重量为750kg。铸造工序高度自动化,液态铝在通过台包运输车送到铸造车间。大铝锭铸造采用风冷,在冬季可为建筑供暖,有助于节能,从而减少碳足迹。
成品被运送到仓库,之后将铝转移到一个过渡区,然后用传统的叉车装载到船只上。简单的金属铸造操作,有助于将熔炼厂的能耗降至最低,而不仅仅是限于铝电解槽、碳阳极生产和烟气处理系统。例如,与采用垂直直接冷却铝挤压坯料的冶炼厂相比,最终用户随后重新熔化大铝锭以生产挤压制品要排放更多的二氧化碳。
氧化铝原料
Alouette使用的氧化铝主要来自巴西的Alunorte氧化铝精炼厂。Alunote是中国以外世界上最大的氧化铝精炼厂,年产量为630万吨氧化铝(2021)。在Alunorte精炼厂,70%的铝土矿来自巴西帕拉州的Parogominas矿山。铝土矿以料浆形式管道运输244km,从温室气体和可持续性的角度来看,其效率很高。另外,剩余的30%的铝土矿,来自北里约州Mineraçáo Rio do Norte运营的Trombetas矿山,并通过散装船运至精炼厂。对铝土矿开采和氧化铝生产而言,Alunorte氧化铝精炼厂是世界上碳足迹最低的生产厂之一,2019年的碳足迹值为0.71吨CO2e/t氧化铝。
较低的二氧化碳排放量,来源于8.0 GJ/t氧化铝的低能耗20。导致能耗低的因素包括较好的铝土矿质量、高的氧化铝含量以及较低的有机物含量,这些因素导致氧化铝产量相对较高。铝土矿中的主要矿物形式是三水铝石[Al(OH)3],它降低了苛性碱消化的强度和能源需求。Alunorte氧化厂电能的很大一部分(45%),来自精炼厂蒸汽分厂的热电联产。剩余的电能主要来自可再生能源。精炼作业的规模、效率和稳定性也有助于减少碳足迹。
炭素原料
Alouette使用的主要炭素原料是煅后石油焦CTP和煅烧石油焦CPC。CTP主要来自RC公司位于比利时Zelzate的蒸馏厂。CTP蒸馏工艺的详细概述参见其它文献21,但起始原料是煤焦油,是通过高炉工艺生产钢铁所用冶金焦炭的副产品。RC公司拥有CTP生产的详细基本数据,并与其关键煤焦油供应商之一密切合作,收集煤焦油生产数据。Zelzate的CTP用散装船运至Alouette,在碳足迹分析中,包含了将CTP和所有其它原材料运输至Alouette冶炼厂相关的GHG排放量。
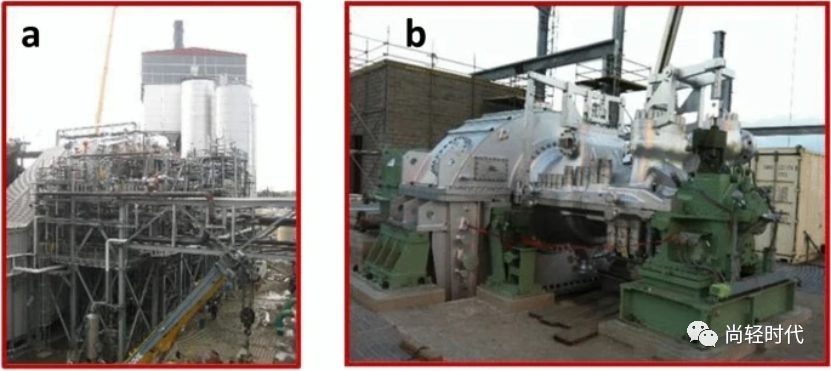
RC公司是向Alouette提供CPC的主要供应商,来源于RC位于路易斯安那州的Lake Charles煅烧厂。为了简化碳足迹分析,该研究假设2019年Alouette使用的所有CPC均来自该煅烧厂。除了生产CPC外,Lake Charles厂还利用煅烧过程中回收的余热生产最多可达35 MW的电力。2013年,RC为Lake Charles厂增加了一套余热回收和二氧化硫(SO2)洗涤系统(图3)。路易斯安那州将蒸汽轮机和发电机产生的电力归类为可再生能源电力,因为它的产生过程没有任何额外的二氧化碳排放。2019年,Lake Charles煅烧厂的总发电量为226200 MWh。
Lake Charles煅烧厂产生的电力,取代了路易斯安那州电网其它地方产生的电力,生产的每吨CPC都可以抵消或减少二氧化碳。关于这种抵消机制的更多细节,请参阅RC在印度Visakhapatnam煅烧厂的早期文献9。最终结果是,Lake Charles查煅烧厂生产的CPC的碳足迹显著降低,与不回收余热能量的同等煅烧厂生产的CPC相比,碳排放量减少16%。
生产CPC所需的石油焦(GPC)是作为炼油副产品产生的。GPC和CPC生产过程的详细描述可在其它文献22,但RC与其GPC精炼厂供应商密切合作,以获取GPC生产的主要GHG排放数据。精炼厂的原油来源多种多样,因此很难估算与原油生产相关的温室气体排放量。由于这种复杂性,本研究的原油和GPC生产数据采用GaBi数据。GPC生产的GaBi数据与精炼厂供应商数据交叉检查,以确保一致性。
炼油本质上是一个蒸馏过程,需要能量将原油中的不同烃类化合物分离,并在某些情况下将其转化为一系列气体、液体和固体产品。通过根据炼油产品的质量平衡和净热值分配总CO2排放量,可以合理计算与GPC生产相关的GHG排放量。这是用于GaBi数据的方法23。
其它主要原辅材料输入和废料/副产品
除了消耗性氧化铝和炭素原材料外,Alouette冶炼厂还使用多种其它原辅材料。这些材料对Alouette冶炼厂碳足迹的贡献小于上述原材料,但需要在详细的从摇篮到大门的分析中加以考虑。对一些主要的原辅材料的概述如下:
氟化铝:必须向电解槽中添加AlF3,以控制和维持电解槽的化学特性。AP30–AP40电解工艺的年度AlF3消耗量在正常范围内。
燃料油:在阳极焙烧炉中,燃烧重质燃料油。
耐火材料:通常用于电解槽的槽衬以及更换阳极焙烧炉烟道壁。少量用于电解槽和铸造工序中使用的熔池和金属台包换衬。
阴极炭块:电解槽使用完全石墨化的阴极块做内衬。阴极之间和周围使用少量的捣固糊。
钢材:钢铁用于冶炼厂的各个领域,用于阳极组件和短棒,包括铸铁、电解槽外壳、清理阳极头的钢丸、日常维护中使用的钢制品以及特殊项目等。所有使用过的钢材都出售用于回收。
柴油和天然气:用于现场及其周围的移动车辆。
废槽衬(大修渣):在电解槽寿命结束时回收废槽衬(大修渣)。
产品碳足迹建模
图4总结了建模工作的输入数据。全球变暖潜能值(GWP)采用IPCC 201322计算,为1吨铝的函数值。GWP结果与IAI的铝生产参考数据进行比较。IAI在2015年收集了大量铝行业数据,并将其作为2017年生命周期库存数据报告的一部分发布7。如本研究报告Alouette冶炼厂碳足迹与模拟参考冶炼厂比较一节中论述,在碳消耗数据中发现错误后,对参考数据进行了修正。
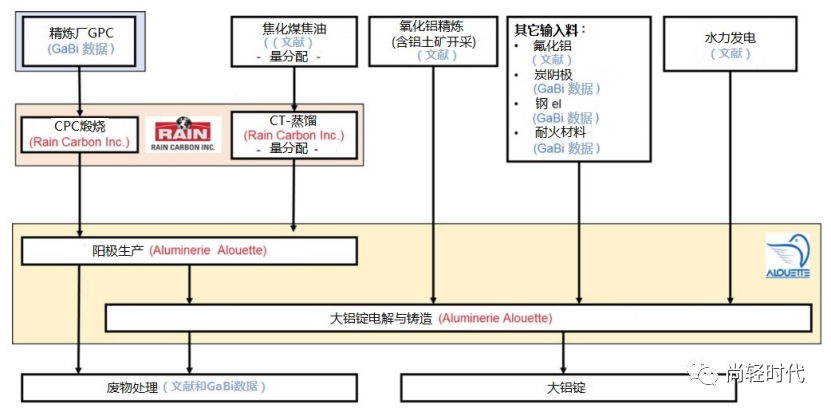
该研究基于2019年Alouette铝冶炼厂和Rain Carbon的主要数据。关于铝土矿开采和氧化铝精炼,数据由Alouette的氧化铝精炼供应商提供。文献和GaBi Professional数据库(v.CUP 2021.1)的二次数据23,用于所有其它上游和下游工序24。废物回收工序采用文献和GaBi数据23,25-27,包括再生材料使用的碳信用,如用于水泥行业的废槽衬27。此外,原材料运输、发电和阴极生产工序的数据,来源于GaBi专业数据库23。
需要对选定的上游工序流程做一些假设。利用氟化氢和氢氧化铝生产氟化铝28,采用了基于化学计量计算和能耗通用数据29。阴极的生产采纳了与阳极生产类似的焙烧工艺30。由于数据缺失,未考虑通过石墨化进行进一步处理的工序,但预计对最终碳足迹的影响较小。
如图4所示,针对CPC、阳极和铝生产过程,不做量分配,而是包括所有输出,并在必要时拓展系统范围。焦炉工艺、煤焦油蒸馏和GPC生产的炼油厂,工艺过程都存在多输出。因此,工艺输出在其预期用途上有所不同,为了解决这一问题,对焦炉工艺和煤焦油蒸馏进行了量分配。GPC生产基于GaBi精炼厂模型,原油消耗量按净热值分配,排放量按质量分配。
讨论
碳足迹
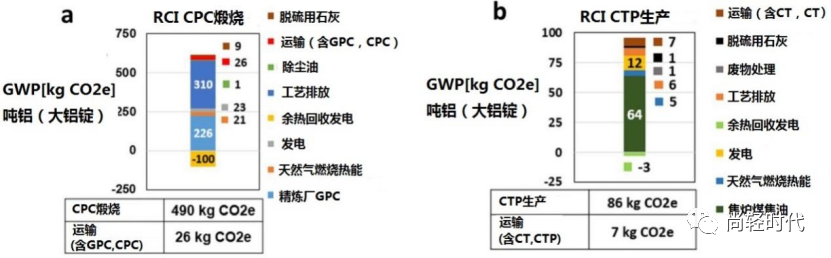
图5显示了Alouette冶炼厂铝生产和相关供应链(范围1、2和3)的碳足迹,总计3914 kg CO2e/t Al。仅考虑范围1和范围2的排放,碳足迹明显较低,为1835 kg CO2e/t Al。冶炼工艺的范围1排放量(包括阳极消耗、全氟化碳排放、阳极生产和阳极焙烧CO2排放以及与铸造相关CO2排放)占总排放量的47%。第二大排放源为氧化铝生产和铝土矿开采,占35%。
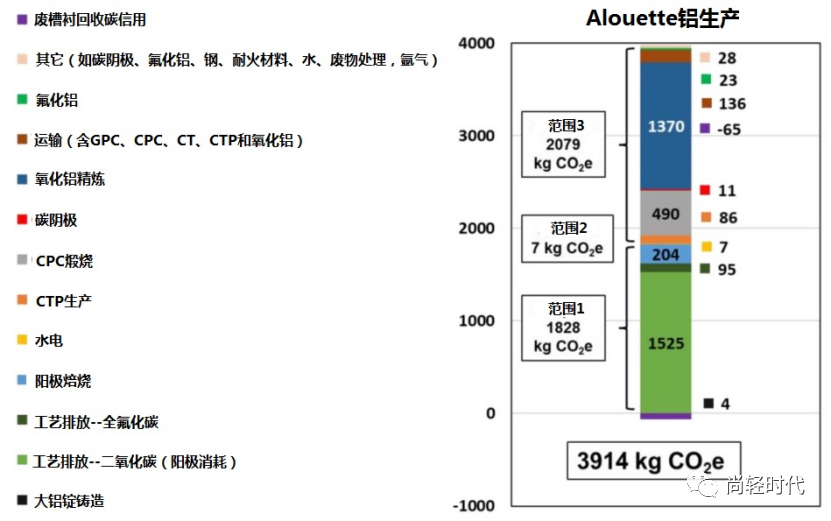
阳极生产及与CPC和CTP相关的上游生产,占总碳足迹的20%(阳极焙烧5%,CPC生产13%,CTP生产2%)。上游CPC生产的排放占最大份额。煅烧(50%)和炼油厂GPC生产(37%)产生的工艺排放是最大的影响因素(图6a)。数据表明,通过余热回收系统增加向当地电网的电力输出,可以显著减少CPC的碳足迹。Lake Charles 煅烧炉的余热回收系统,减少了总碳足迹 16%,为516 kg CO2e/t Al。如前所述,假设2019年所有CPC均由Lake Charles厂煅烧工序供应,以简化建模工作。在过去的2年中,这一供应比例在 80%和100%变动。由煅烧炉供应的任何CPC,如果没有余热回收,则会在一定程度上增加冶炼厂的碳足迹。与CPC相比,CTP对碳足迹的贡献较小。上游CTP生产(图6B)主要受煤焦油(68%)原料影响。
Alouette冶炼厂耗用的水电(0.2%)和原材料运输(3%)对碳足迹的影响很小,所有其它原材料输入及其相关上游排放也一样。由于Alouette的简单铸造运行,铸造相关排放也特别低。几年前,Alouette关闭保温炉后,从电解槽中取出的铝液直接浇铸到预热的大铝锭。目前唯一的排放物来自大铝锭的预热,如图5所示。
总之,范围1排放量(47%)和范围3排放量(53%)对Alouette的总体碳足迹影响最大,而范围2排放量(0.2%)的影响可以忽略不计。
Alouette冶炼厂碳足迹与模拟参考冶炼厂的比较
本研究的目标之一,是将使用大量原始数据的建模工作结果与使用IAI数据7进行的研究结果进行比较,IAI数据来自相关的数据库,其中包括GaBi Professional数据库。这是本文引用的参考文献中采用的方法。将Alouette冶炼厂的数据与在加拿大运营的IAI参考冶炼厂的数据进行更详细的比较,发现Alouett冶炼厂阳极生产的碳足迹更高,为 9%。考虑到Alouette有利的净碳排放量和总炭消费量(GCC)数据,这种结果出乎意料。这促使我们更仔细地查看IAI/GaBi参考数据集的模型输出。
此时发现NCC和GCC存在重大错误,这对上游CPC和CTP消耗产生了重大影响。表2第2列显示了加拿大参考冶炼厂NCC、GCC、CPC消耗量、CTP消耗量和残极消耗量的模型输出。NCC等于电解消耗的焙烧阳极(炭)吨数,包括过量消耗量(见下文)。NCC不包括送回阳极工厂的阳极再循环材料或残极。GCC等于输送到电解槽的焙烧阳极(炭)的总吨数。焙烧阳极包含一部分回收的残极。
|
加拿大参考冶炼厂 |
加拿大参考冶炼厂(修正后) |
|
|
CPC消耗/t AI |
279 |
346 |
|
CTP消耗/t Al |
62.3 |
77 |
|
回收残极/t AI |
82.3 |
136 |
|
总炭消耗/t Al |
423 |
559 |
|
净炭消耗/t Al |
341 |
423 |
|
残极回收率[%] |
19 |
24 |
假设电流效率为100%,Hall–Heroult电解工艺吨铝的理论炭消耗为334 kg/t铝。由于当前的效率损失和过量的炭消耗,实际消耗量总是大大高于此值。过量消耗是由于炭阳极与电解过程中产生的CO2和空气中的氧气发生反应,在电解以及残极被移除并冷却的过程中,氧气与热阳极顶部接触31。今天,世界上最好的电解槽NCC可达到395 kg/t铝,但典型范围为400–450 kg。因此,表2所示的加拿大参考冶炼厂341 kg/t Al的NCC是不可能的,且代表参考数据集中存在错误。表2中加拿大参考冶炼厂的GCC值为423 kg/t Al,与现代预焙冶炼厂预计的NCC值特别接近,与Alouette的实际值421.5 kg极为接近。因此,在数据集编译期间的某个时间点,似乎使用了NCC值而不是GCC值。
这类错误数据,传递到Sphera(GaBi Professional数据库的提供商)和IAI,并可在2017 IAI生命周期清单报告的数据附录中找到7。当GaBi数据集更新时,预计将在2023年初纠正这类错误。该错误的影响是,它导致对冶炼厂生产所需阳极吨数的低估,进而低估了CPC和CTP的消耗吨数。本研究对数据进行了修正,加拿大参考冶炼厂的修正模型数据如表2第3列所示。
当使用NCC和GCC的修正值时,参考冶炼厂的CPC和CTP消耗量增加到极为接近2019年Alouette实际使用的CPC与CTP量的水平。GCC也在Alouette冶炼厂GCC的2%以内。图7显示了使用GaBi/IAI数据集与全球平均参考冶炼厂和加拿大平均参考冶炼商相比的Alouette冶炼厂总碳足迹。Aoouette碳足迹比全球平均水平低76%,比加拿大平均水平低25%。全球冶炼厂平均碳足迹与加拿大和Alouette冶炼厂碳足迹之间的巨大差异,是由与发电相关的范围2排放差异造成的。加拿大所有冶炼厂都使用水力发电,而 全球只有30%的铝冶炼厂使用水力发电或其它形式的无碳排放电力,如核能。Alouette冶炼厂与加拿大参考冶炼厂之间的碳足迹差异,来源于技术、绩效和原材料供应链的差异。Alouette冶炼厂大部分的氧化铝,来源于Alunorte精炼厂。与行业平均水平相比,Alunorte的温室气体强度低得多。
表3显示了与Alouette冶炼厂相比,加拿大参考冶炼厂和全球参考冶炼厂重新计算的阳极碳足迹。本表中与CPC和CTP有关的Alouette数据,包括图6所示的运输相关排放。Alouett冶炼厂的总阳极碳足迹,比加拿大参考冶炼厂低13%,比全球平均参考冶炼厂低21%。这些低碳足迹的最大贡献来源,是CPC生产和阳极生产。降低CPC碳足迹的最重要驱动因素,是RC的Lake Charles煅烧厂的余热回收和生成的能源。废热发电是一种无碳排放的副产品,通过替代能源发电,可以避免碳排放。如参考数据所述,没有余热回收的传统煅烧厂的碳足迹较高(表3)。
表3 使用修正数据集的冶炼厂和阳极碳足迹
|
碳足迹铝 [kg CO2/t Al] |
Alouette/RCI |
加拿大参考冶炼厂 (修正后) |
全球参考冶炼厂 (修正后) |
|
冶炼厂总计 |
3914 |
5230 |
16,300 |
|
CPC |
516 |
560 |
612 |
|
CTP |
93 |
105 |
111 |
|
阳极生产(不含原材料) |
204 |
266 |
303 |
|
阳极总碳足迹 |
813 |
931 |
1026 |
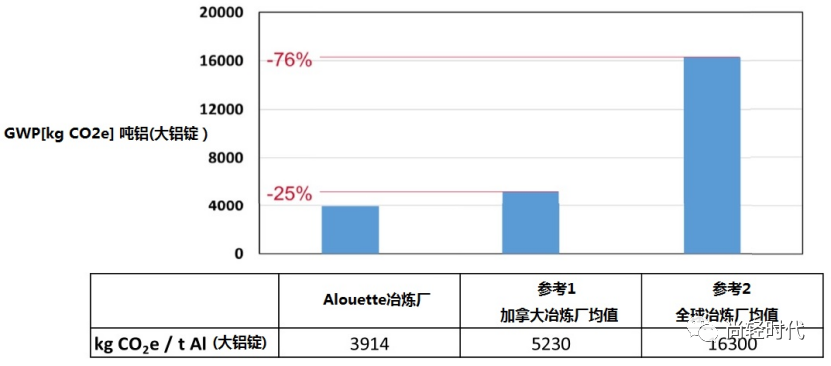
图7 碳足迹对比:Alouette冶炼厂与参考冶炼厂
在Alouette冶炼厂,与阳极生产相关的排放量也明显低于加拿大和全球平均参考冶炼厂。这是由于Alouette焙烧炉在燃料消耗和较低CTP消耗方面的高效运行,也有助于降低排放值。Alouetee碳足迹和参考冶炼厂足迹之间差异的另一个潜在因素,可能与本研究中使用的文献数据有关,这些文献数据在某些方面可能不完整。例如,由于文献数据中未包括最终石墨化步骤,因此与生产完全石墨化阴极相关的CO2排放可能被低估。然而,鉴于使用水电的铝冶炼厂的总体排放主要由冶炼工艺排放、氧化铝供应和阳极生产(包括CPC和CTP)控制,这一影响将很小。
Alouette冶炼厂未来温室气体改善潜力
在未来几年,Alouette的产品碳足迹将进一步减少。第一次减排将出现在2022年,届时Alouette将阳极焙烧炉燃料来源从重质燃料油转换为天然气。预计这一变化将减少焙烧炉CO2排放达30%,因为与重质燃油相比,CH4的氢含量更高,因此其热含量更高。Alouette计划在来年进行另一项改进,届时该冶炼厂将重建其最历史最长的(一期项目)阳极焙烧炉。目前,Alouette冶炼厂仍在应用一期项目的原始焙烧炉,尽管该焙烧炉维护良好,但重建项目完工后,能源消耗将减少到1.8 GJ/t以下。正如Alouette在庆祝其运营30周年时承诺的那样,未来将采取其它的减排举措,以在2050年前实现碳中和32。
在本研究中采用的Alunorte氧化铝精炼厂的碳足迹为0.71(2019年),而目前该数值已经进一步减少。2021,精炼厂的碳足迹为0.63 t CO2/t氧化铝,包括铝土矿开采33。2019年,精炼厂重新启动了2018年缩减的部分产能,与全负荷运转的精炼厂相比,运营效率相对低下。2023年,精炼厂将实现另一项重大改进,即不再用燃油而采用液化天然气(LNG)。这将减少精炼厂的二氧化碳排放,减幅为70万吨/年,相当于减少了来自氧化铝供应链的127000 t CO2/年。
RC已经进行了详细的可行性研究,探索CCUS(碳捕获使用和存储)解决方案,以去除所属Lake Charles煅烧工艺的CO2。该研究基于商用CO2去除技术,以水溶性烷醇胺溶液吸附为基础34。对于整个煅烧工序,相对于去除36万吨CO2/年。Lake Charles煅烧厂位于穿过美国海湾沿岸地区和Lake Charles区的CO2管道附近。目前,即使将CCUS技术添加到煅烧工序中的项目符合45Q税收抵免法案(45Q tax credit)的条件35,项目的资金和运营成本也极为昂贵(高于1.6亿美元的资本成本)。从长远来看,如果税收减免额度大幅增加,或者美国政府采取激进的碳定价政策,项目的资金成本可能会有所变化。开发更高效的CCUS技术也有助于此类项目的实施。
结论和建议
Alouette冶炼厂是世界上碳足迹最低的冶炼厂之一,从摇篮到大门,原铝生产的碳排放量为3.9吨CO2e/t,包括范围1、2和3的排放量,范围1和2的排放量为1.8t CO2e/t铝。这两项指标均低于整个行业广泛使用的低碳铝4.0t CO2e/t铝阈值。目前,一些冶炼厂在其低碳铝产品中仅包括范围1和范围2的排放,但铝行业正迅速朝着包括范围1、范围2和范围3排放的标准迈进。
本研究中使用的大部分数据,基于Alouette电解铝和阳极生产、Alunorte铝土矿开采和氧化铝精炼以及Rain Carbon公司的CPC和CTP生产的主要排放数据。从摇篮到大门产品的总碳足迹,比IAI全球平均水平低76%,与加拿大冶炼厂IAI的参考数据相比,低25%。这是由于Alouette特定原材料供应链的差异以及冶炼厂绩效的差异造成的。来源于参考数据集和Ross阳极碳消耗的数据中,发现了重大错误,但已对其进行了纠正,以得出本研究给出的比对结果。这些错误突出地表明,对无法获取原始数据的数据库中的数据,需要对数据的有效性做出彻底的审查,这一点极为重要。
在冶炼过程排放物(42%)和氧化铝生产(35%)之后,炭阳极的生产过程的碳排放量,占Alouette冶炼厂总碳足迹的20%。供应给Alouette的CPC,在一个Rain Carbon煅烧厂生产的,该煅烧厂具有余热能量回收和SO2洗涤系统。回收余热的方式减少了CPC的碳足迹,减幅达16%,这是回收余热的显著优势。CTP是在一家现代化、最先进的蒸馏厂生产的,该蒸馏厂从欧洲的焦炉中提取煤焦油,并以高效、严格的环境和安全控制运行。
Alouette使用水力发电,期间几乎不排放二氧化碳。Alouetet的AP40预焙槽技术运营稳定,工艺碳排放量处于较低水平。Alouette还使用了世界上CO2含量最低的氧化铝。到2023年初,Alunorte精炼厂改用液化天然气后,CO2含量将进一步减少。
利益冲突
本研究所有作者表示,本研究不存在利益冲突。
(来源:JOM 编译:尚轻时代)
参考文献
-
国际铝协发布2050全球铝行业温室气体减排进程的阶段性目标!任务极其艰巨! -
铝行业低碳转型战略发布—立即行动,使2050铝行业净零排放成为可能! -
国际铝协《2050年铝业温室气体减排路径》—中文版全文 -
关于铝工业的“洗绿”问题 -
实现将升温控制在1.5°C以内的气候变化目标,全球铝行业需要发生巨大转变! -
ASI在铝工业应对1.5°C 升温议题上的观点和产业链努力方向! -
全球最大氧化铝厂的能源转换—助力海德鲁迈向原铝净零排放! -
原铝生产碳足迹的核算—国际铝协相关技术指南
本篇文章来源于微信公众号: 尚轻时代